
ZSQ-T100型铸坯在线表面质量检测(电涡流)
原理:
ZSQ-T100型铸坯在线表面质量检测系统,采用电涡流无损检测原理,根据铸机断面和铸坯形状,采用不同结构电涡流传感器,实现铸坯表面的非接触表面缺陷检测,并根据检测结果实时绘制铸坯表面缺陷图谱。
系统组成:
1.检测框架:检测框架用于支撑中央检测传感器。检测框架高度可通过电机自动调整,使中央检测传感器对正被检铸坯。
2.前后垂直压送辊装置:前后垂直压送辊用来使被检铸坯通过中央检测头时匀速稳定。压轮由气缸和弹簧双重顶推。
3.中央检测主机:中央检测主机置于检测台之上。其上有四个面的控制盘,完成对每块铸坯表面的扫描。
4.除鳞装置:用于去除铸坯表面的氧化皮,消除对涡流探伤形成噪声的影响。
5.系统操作台:用来控制设备和整个检测过程,控制各单元部分的机械动作及调整仪器参数。可实现全自动探伤在线检测。
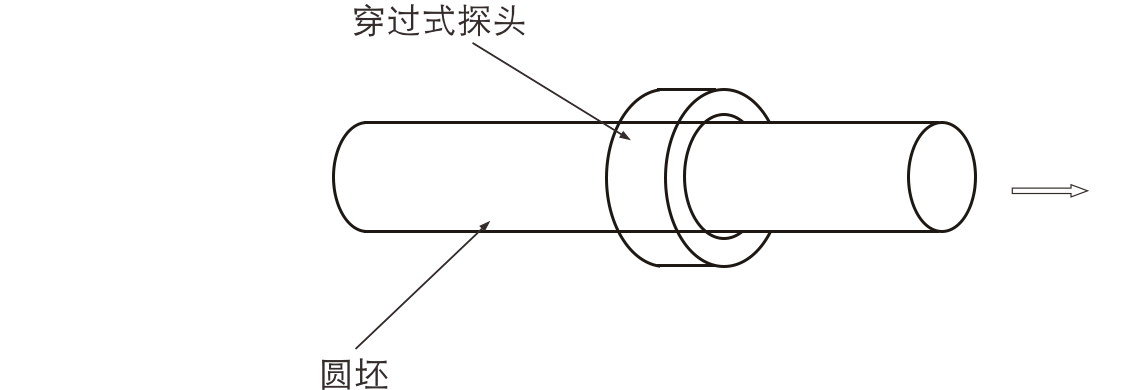
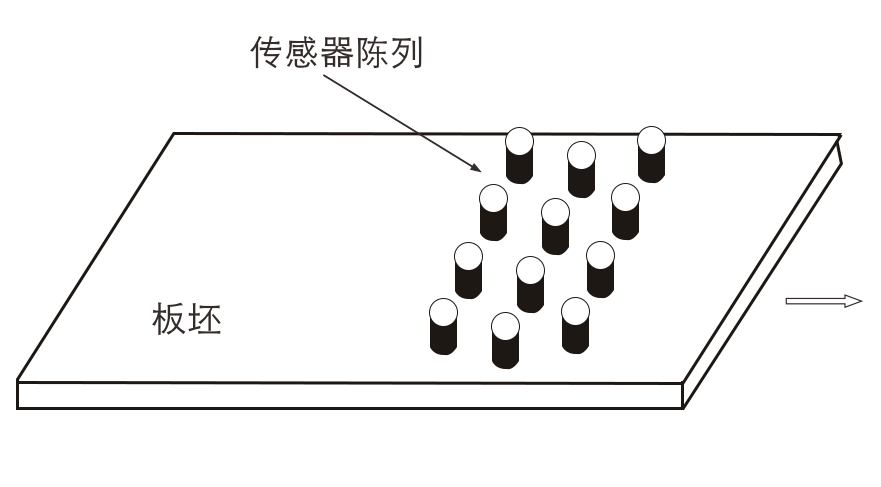
6.传感器:板坯一般采用电涡流传感器阵列对铸坯进行表面质量检测,方坯、圆坯和异形坯一般采用穿过式电涡流探头对铸坯进行表面质量检测。
6. 检测缺陷类型和大小:深度或高度大于1.5mm的擦伤、皱皮纹、冷溅、凸块、凹坑和深度大于3mm的表面纵裂纹、横裂纹、网状裂纹、皮下夹杂。

铸坯在线表面质量检测(电涡流)—铸坯表面缺陷检测
铸坯在线表面质量检测系统,采用电涡流无损检测原理,根据铸机断面和铸坯形状,采用不同结构电涡流传感器,实现铸坯表面的非接触表面缺陷检测,并根据检测结果实时绘制铸坯表面缺陷图谱。

