
控制连铸结晶器漏钢的措施及漏钢预报的功能
控制漏钢的措施
一、考虑到漏钢对连铸机利用率和有效性的影响,须采取必要措施控制漏钢的发生。
●仅在浇注平台吹氩后进行测温,确保温度的均匀性。根据钢的化学成分,浇注流温度必须保持过热约60℃,才能把钢包放置在回转台上,以确保钢水在中间包内过热25~35℃。
●根据在钢包中监测的温度控制拉速。钢中的碳含量一一定时,确保温度随拉速减小而升高,拉速随温度降低而增大。因此,要依据钢的温度和碳含量正确调整拉速。逐步增加拉速,通过一定的拉速来保持稳态连铸。连铸中的任何中断都要降低拉速。
●任何保护渣都有有效期,因此过期后不应使用。保护渣只有在铸造期间才能打开,放在高瓦数灯泡下使其干燥。再次铸造时不能使用敞开袋的保护渣。按照规定的钢化学成分选择合适的保护渣。铸造开始时,要用粘性低和熔点低的初始保护渣。对于方坯连铸机,要确保结晶器中亚麻籽油分布均匀。
●对于板坯/大方坯连铸机,测量熔渣池厚度,以判断渣池厚度是否超过10mm及由附着于钢板上的钢、铜和铝丝组成的设备行程,这有助于避免夹渣、坯壳润滑均匀。
●对于高速方坯连铸机,可使用多种锥度的结晶器,代替传统线性锥度结晶器。要检查结晶器的变形情况(如果有)。选择合适的结晶器锥度并根据钢韵等级和其在板坯/大方坯连铸机上的凝固方式,调节锥度以适应窄面。
●在连铸开始前,通过测量水压的增加,检查结晶器中的水流量,查明堵塞情况(如果有)。总的说来,检查进出口水温、压力和流量的差异,还有流量设备。水质也要检查。根据钢的等级和其凝固方式,调整结晶器冷却模式,即水流量(1/min),以适应各种结晶器表面。为控制粘结,使用热电偶检测结晶器壁温变化,并降低拉速,以使坯壳继续均匀生长。对于给定的连铸机,要确保进出口水温之间的差异不能在连铸期间超过规定值。
●保证沿铜板的圆角半径最大值是0.2mm。如果角缝存在于铜板接合处,在开始连铸前要用石膏或石灰填充角缝。
●在连铸机上安装结晶器液面自动控制器,以保持结晶器的钢液面。为区别结晶器中的钢水和炉渣,并检查夹渣情况,在结晶器上安装电磁传感器。
●在铸造前,要调整中间包水口,进行对中。处理中间包水口堵塞,把钢包放置在回转台上之前,要确保Ca-Si芯的金属丝喷入,符合高铝钢的要求,以便形成低熔点铝酸钙。使用冷冻器避免塞棒转动。
●通过使用中间包金属保护性熔剂和在钢包和中间包之间使用屏蔽板,确保脱氧产物适当,防止二次氧化产物生成,对于方坯连铸机要维持Mn/Si>3。
●用石棉绳密封引锭杆头,使用激冷箱,保证铸造前激冷箱的正确分布。
●为确定堵塞情况(如果有),检查喷雾冷却喷嘴和水流量。
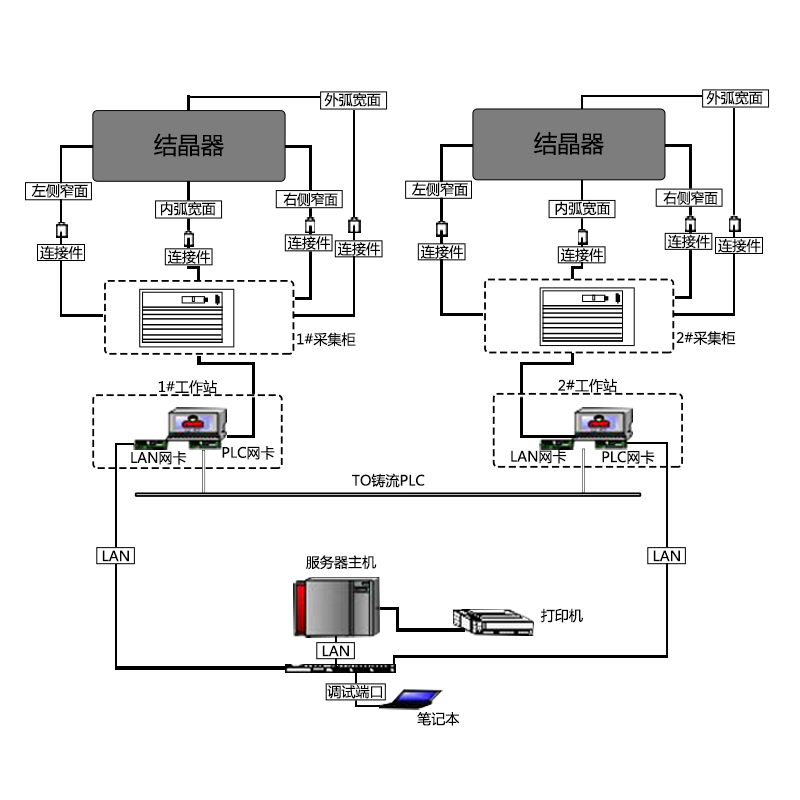
二、漏钢预报系统有效预报漏钢情况的发生:
武汉中飞扬开发的基于人工神经网络的BPS-K600漏钢预报系统。 采用人工智能和信息技术相结合,克服了基于传统的逻辑预报模型的缺陷,具有自适应、自组织和自学习功能。 BPS系列漏钢预报系统灵活完善的系统配置、模块式的结构设计、专业的环境防护措施 。 中飞扬提供完备的LGK系列漏钢预报专用工具、配件使系统的使用维护成本和维护工作量都大大降低。
三、BPS漏钢预报软件功能:
1.温度趋势显示
2.温度图表显示
3.温度场显示
4.热容量显示(选配)
5.热流场显示(选配)
6.漏钢报警及过程监视


四、一个典型的漏钢及预报过程:

